{kind=link}
{kind=link}
{kind=link}
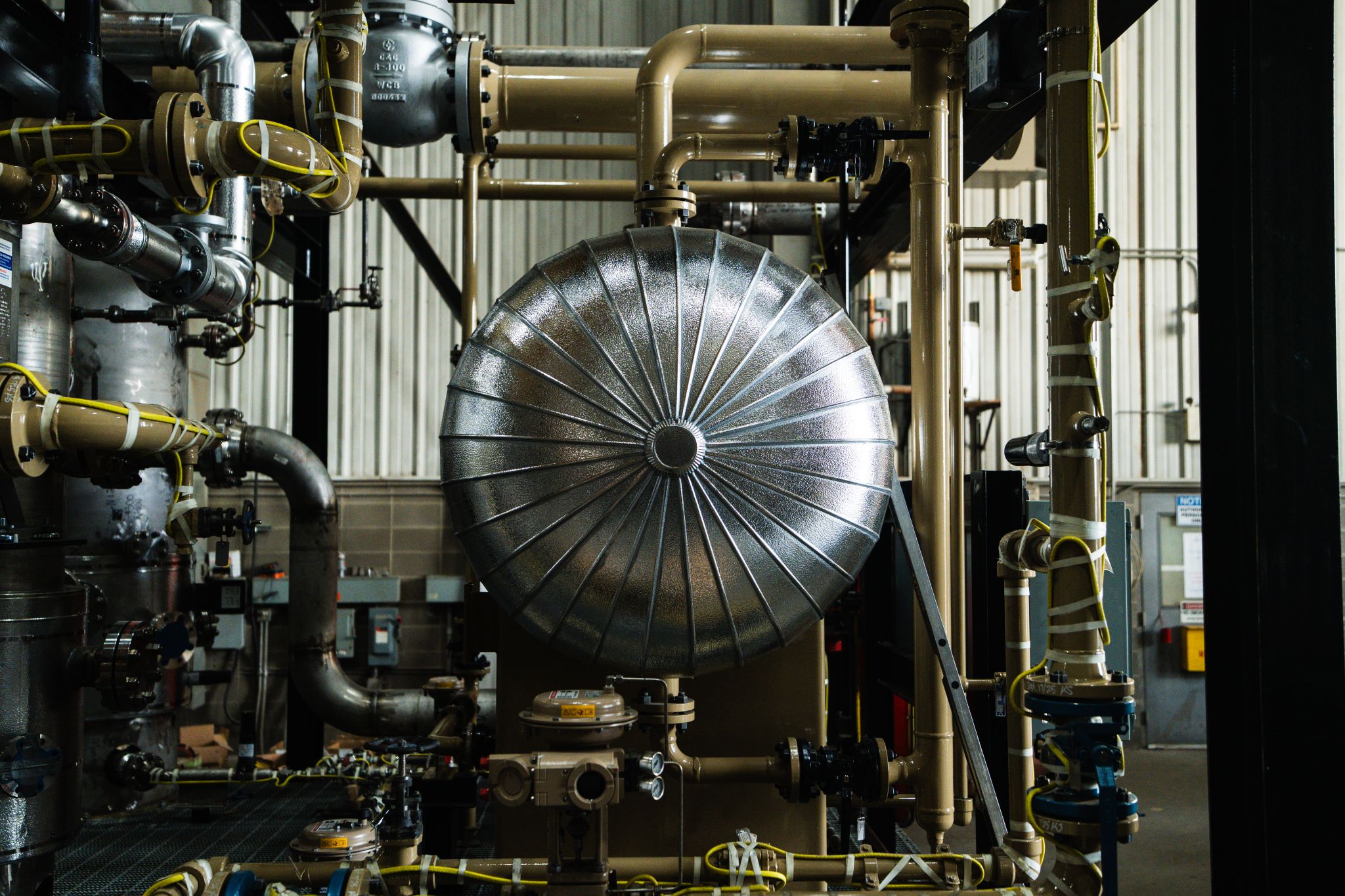
Helium Recovery Facility
This project focused on the development of a helium recovery
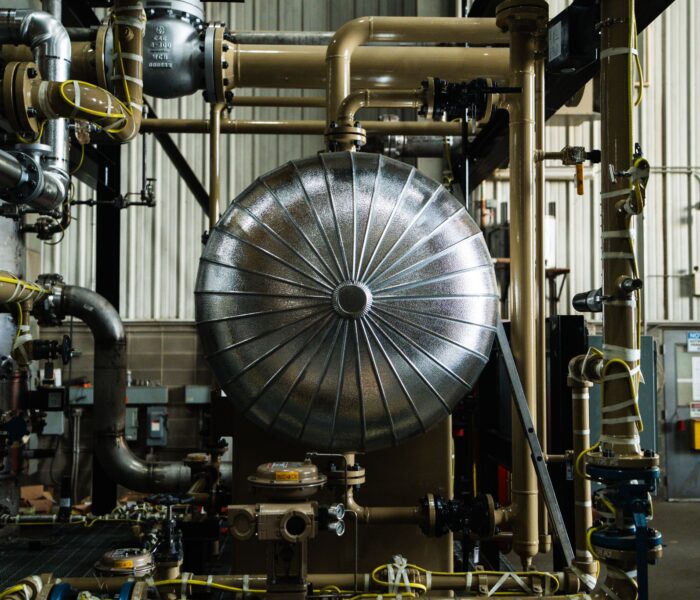


The facility was developed with a strong focus on process efficiency and system optimization. CO₂ capture, purification, and compression systems were integrated to ensure consistent product quality while minimizing energy demand.
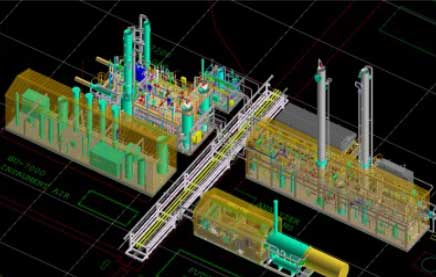
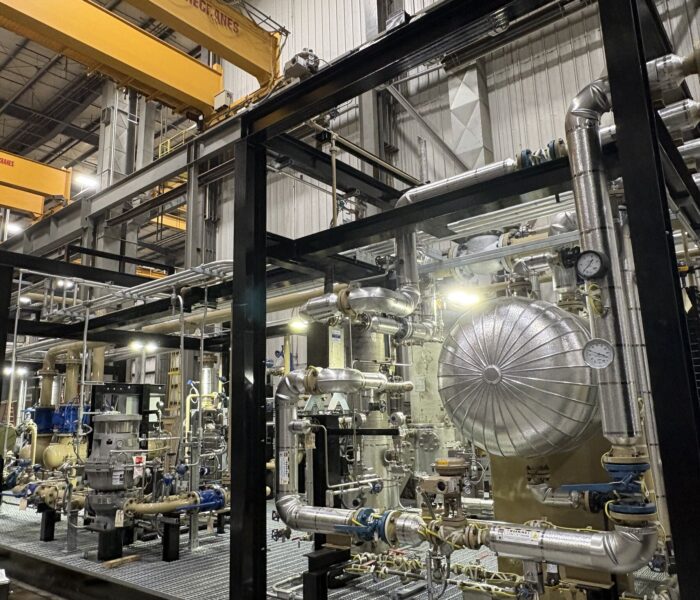
ARJAE’s engineering approach emphasized early coordination between process design and system layout, allowing the facility to balance performance, efficiency, and constructability. This approach supported reliable operation while maintaining a streamlined processing system.
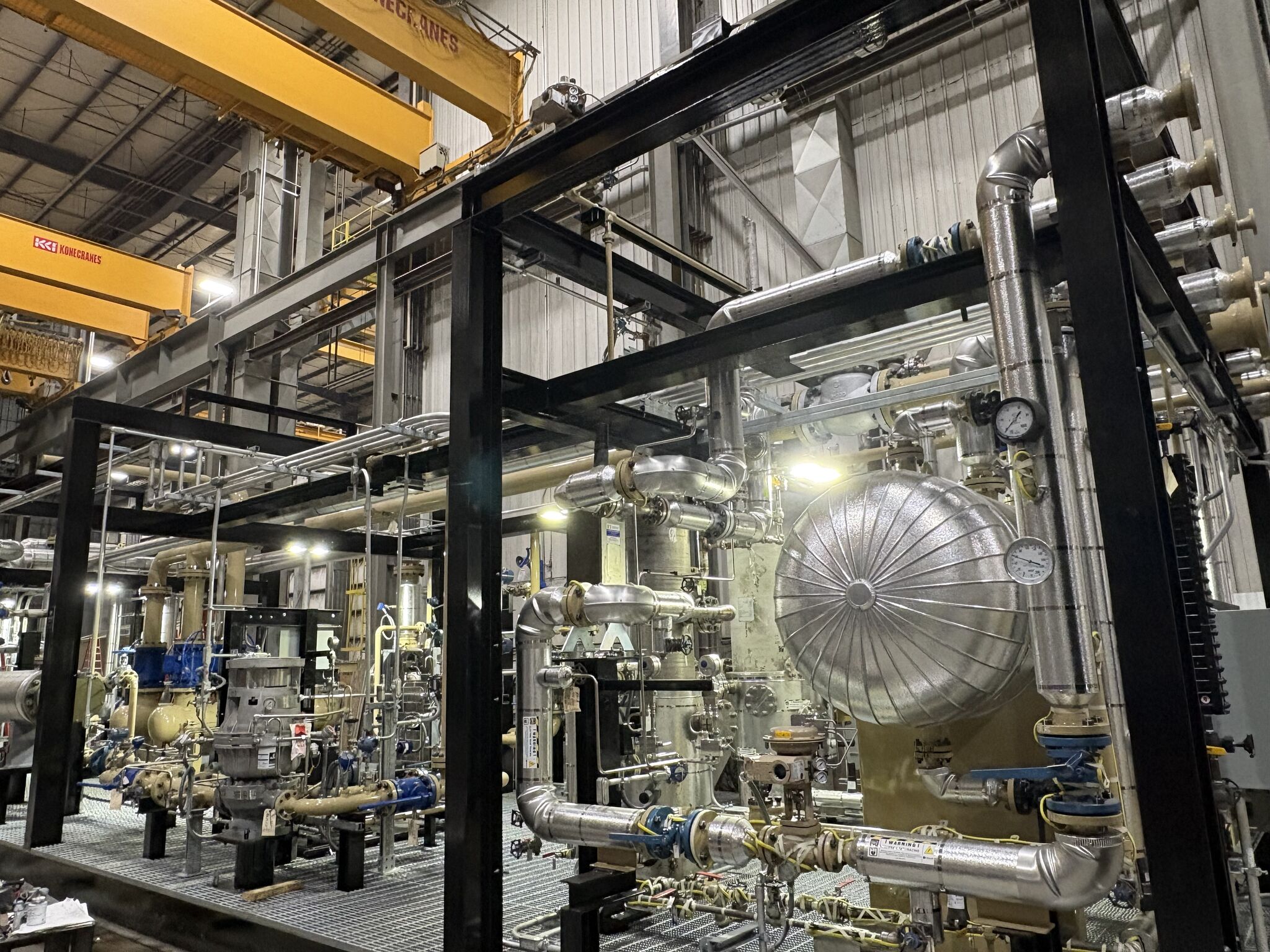
This project focused on the development of a helium recovery

ARJAE supported the development of a 15,000 bbl/day crude fractionation